


竞技宝网页版登录
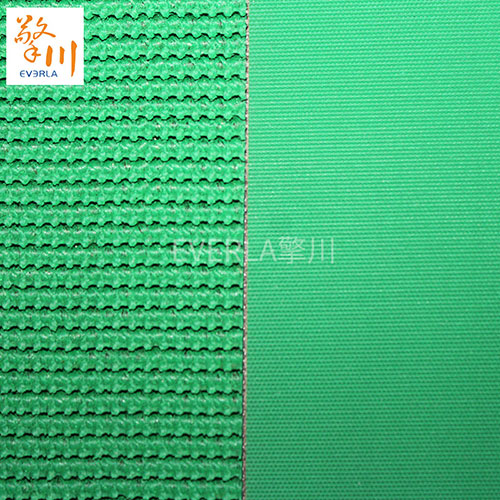
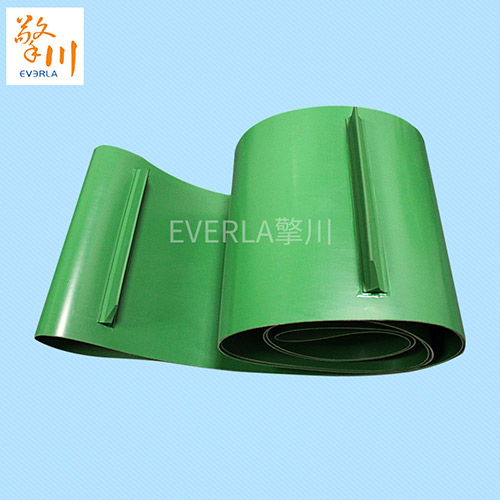
天然橡胶运送带热硫化接头工艺流程
信任我们都知道橡胶不硫化是不可以运用的,因而,橡胶运送带也要阅历硫化接头这一进程,很多人关于橡胶接头硫化流程不是很熟悉,以至于在硫化进程中束手无策,今日橡胶运送带厂家的小编就为我们介绍天然橡胶运送带热硫化接头工艺流程。
过程一:用巨细适宜的夹具夹住带子两头 ,避免打滑现象;用手链将带子拉紧放在低处;将预备接头的两头堆叠对应标出其中心线,两边铺平,为避免接头曲折主张用25m尼龙线丈量直线度;减去接头长度,验证带子周长是否精确;

过程四:确认天然橡胶运送带的中心,长度要大于叠合间隔,以便接头结束后做查验的参阅标志,在运送带中心确认三个中心点;
过程五:用角尺确认歪斜视点后剥开两头带头,一面顺工作面剥离阶梯,一面顺非工作面剥离阶梯,构成对应层,剥离阶梯时可用壁纸刀悄悄划开胶面或布层后,用螺丝刀推铲分层,再用老虎钳逐条扯开;
过程六:橡胶和布层外表需求打磨出毛,意图是为了增大触摸面积;用醋酸乙酯或汽油除掉污物,坚持带面清洁;打磨时留意避开发生擦亮打光或发生焦烧现象;
过程七:两个阶梯都均匀涂上硫化胶浆;扒头盖胶横截面也要涂,阶梯两边也有必要涂刷胶浆;

过程八:比及胶浆溶剂挥发完后,才能够直接进行层间贴胶薄片的铺设,这是应留意胶片要铺平,禁绝呈现缺胶处,然后把边部剩余的部分裁掉;
过程九:接头盖胶处必需涂过胶浆并用平等质量的盖胶胶条封口,带边两边也时如此,有必要填好满足边胶,并用无纺布或旧报纸进行阻隔;
过程十:接头部位一定要运用垫铁,垫铁的厚度应比接头带体的厚度少1到2毫米即可,以保证带体宽度和压力均匀;
过程十一:装置好上热板开端升温、加压,当温度到达145摄氏度时开端计时;
过程十二:硫化完成后,等温度降至80℃以下再将天然橡胶运送带取出,一起检查一下中心线是否在一条直线上。
关于天然橡胶运送带热硫化接头工艺流程就为我们介绍到这儿了,有必要留意一下的是硫化时刻要根据天然橡胶运送带带体厚度决议。回来搜狐,检查更加多
